






H类(淬硬钢)车削牌号
采用新开发的TiAlN涂层,具有优异的耐磨性和抗断裂性,适用于加工HRC50以上的硬化钢。包括以下3个等级:
BHC115P、BHC210P:适用于从光中断到连续加工的硬化钢应用。
BHC125P、BHC225P:适用于典型硬化钢加工的通用级。
BHC135P:适用于重型间断硬化钢加工。
车削牌号-1.png)
- 特点
- 应用
- 应用案例
PCBN
H类(淬硬钢)车削牌号
| ISO | 牌号 | 涂层颜色 | 材料结构 | 特点 |
| H | BHC115P | 紫灰色 |  |
•利用新开发的TiAlN+涂层,抑制沟槽磨损,稳定实现优良的表面粗糙度
•适用于淬火钢表面粗糙度和尺寸精度要求高的精加工工况 |
| BHC125P | 紫灰色 |  |
•最新的TiAlN涂层涂覆在混晶CBN基体上,具备强韧性的同时,进一步提高耐磨性,可实现更稳定的加工和长寿命
•适应于各种淬火钢的通用加工 |
|
| BHC135P | 紫灰色 |  |
•强韧性CBN基体上涂覆耐磨性优异的TiAlN涂层
•适用于淬火钢的断续加工 |
|
| BHC210P | 亮橙色 |  |
•全新双层纳米结构的AiTiSiN 涂层,优异的耐热性和耐磨性,稳定实现优良的表面粗糙度
•适用于淬火钢表面粗糙度和尺寸精度要求高的精加工工况。 |
|
| BHC225P | 亮橙色 |  |
•全新双层纳米结构的AiTiSiN 涂层,涂覆在特色设计的CBN基体上,具备强韧性的同时,进一步提高耐磨性,可实现更稳定的加工和长寿命
•适应于各种淬火钢的通用加工 |
|
PCBN
H类(淬硬钢)车削牌号

| ISO | H | 被加工材料 | 高硬度材料 | 硬度 | ≥HRC50 | |
| 产品系列 | 用途 | 牌号 | 切削范围 | 下限-推荐-上限 | ||
| 切削速度Vc(m/min) | 切深ap(mm) | 进给量f(mm/rev) | ||||
| 焊片式 | 连续~轻断续 | BHC210P | 精加工 | 140-180-260 | 0.05-0.10-0.20 | 0.05-0.08-0.15 |
| 半精加工 | 100-150-180 | 0.10-0.20-0.35 | 0.08-0.12-0.25 | |||
| BHC115P | 精加工 | 100-160-200 | 0.05-0.10-0.20 | 0.05-0.08-0.15 | ||
| 半精加工 | 70-140-160 | 0.10-0.20-0.35 | 0.08-0.12-0.25 | |||
| 轻~中等断续 | BHC225P | 精加工 | 120-160-220 | 0.05-0.10-0.20 | 0.05-0.08-0.15 | |
| 半精加工 | 100-140-170 | 0.10-0.20-0.35 | 0.08-0.13-0.25 | |||
| 精加工 | 100-120-140 | 0.25-0.35-0.50 | 0.10-0.20-0.25 | |||
| BHC125P | 精加工 | 120-150-180 | 0.05-0.10-0.50 | 0.05-0.10-0.20 | ||
| 半精加工 | 100-120-180 | 0.10-0.20-0.35 | 0.08-0.13-0.25 | |||
| 精加工 | 60-110-140 | 0.25-0.35-0.50 | 0.10-0.20-0.25 | |||
| 强断续 | BHC135P | 精加工 | 80-120-150 | 0.05-0.10-0.20 | 0.05-0.08-0.15 | |
| 半精加工 | 60-100-130 | 0.10-0.25-0.35 | 0.08-0.13-0.25 | |||
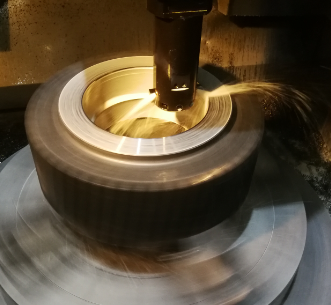
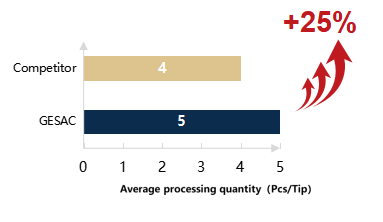
案例:二级行星轮加工
| 刀具型号 | CNGA120408M-2-BHC225P |
| 刀具牌号 | BHC225P |
| 加工材料 | 18CrNIMo7A(HRC58~62) |
| 切削速度 | Vc=104m/min |
| 进给量 | fr =0.37mm/r |
| 切深 | ap=0.25mm |
| 冷却方式 | Water based emulsion/outer cooling |
| 加工方式 | Continuous precision turning of inner holes(D316) |