






K类(铸铁)车削牌号
优异的耐磨性,结合了巨大的冲击韧性和容量,适用于加工铸铁类材料。
BKN115P:适用于从半精加工到精加工铸铁。
BKC120P:一种新开发的TiAlN涂层,适用于半精加工到精加工的球墨铸铁应用。
车削牌号-1.png)
- 特点
- 应用
- 应用案例
PCBN
K类(铸铁)车削牌号
| ISO | 牌号 | 涂层颜色 | 材料结构 | 特点 |
| K | BKN115P | 无涂层 |  |
•出色的强度和耐磨性
•适用于灰口铸铁的精加工和阀座加工 |
| BKC120P | 紫灰色 |  |
•优异的PVD涂层,降低与工件的摩擦系数,显著提升耐磨性
•适用于球墨铸铁的精加工 |
PCBN
K类(铸铁)车削牌号

| ISO | K | 被加工材料 | 铸铁材料 | 硬度 | HB180~300 | |
| 产品系列 | 用途 | 牌号 | 切削范围 | 下限-推荐-上限 | ||
| 切削速度Vc(m/min) | 切深ap(mm) | 进给量f(mm/rev) | ||||
| 焊片式 | 连续~断续(灰铸铁) | BKN115P | 精加工 | 600-800-1500 | 0.05-0.10-0.30 | 0.05-0.10-0.20 |
| 半精加工 | 400-600-1000 | 0.15-0.25-0.50 | 0.05-0.20-0.40 | |||
| 连续~断续(球墨铸铁) | BKC120P | 精加工 | 250-350-500 | 0.10-0.10-0.50 | 0.05-0.10-0.30 | |
| 半精加工 | 150-250-400 | 0.15-0.25-0.50 | 0.05-0.20-0.40 | |||
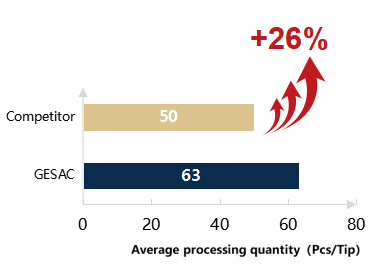
案例:减速器壳体加工
| 刀具型号 | VBGW160408L-2 |
| 刀具牌号 | BKN115P |
| 加工材料 | HT250(HB220) |
| 切削速度 | Vc=427m/min |
| 进给量 | fr =0.08mm/r |
| 切深 | ap=0.3mm |
| 冷却方式 | 干切 |
| 加工方式 | 内孔(D160)连续精车 |