






GT系列切断切槽刀具
GT系列刀具涵盖FC、MC、RC、FG、MG、FT、MT、OR和MR等槽型,配套刀杆齐全,可实现切断、切槽、车削和仿形加工;并搭配多种牌号,可满足钢、不锈钢、铸铁和高温合金等材料的加工需求。
 |
 |
 |
 |

- 特点
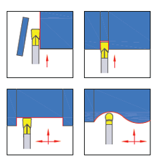
- 应用
- 应用案例
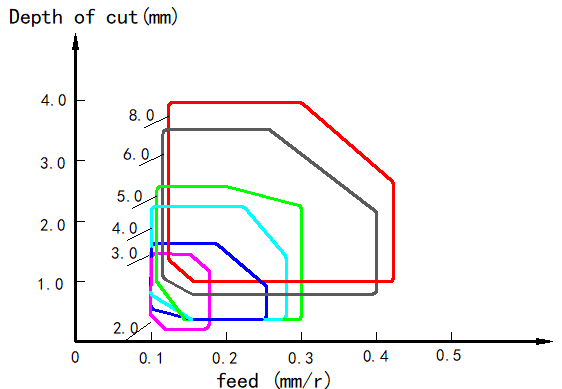
刀片特点
 |
FT-低进给-车削加工
● 刃倾角设计,保证刃口锋利性,满足轴向车削加工; ● 收束臂及断屑点设计可应对切槽加工,有效控制切屑卷曲及流向; ●大前角设计,保证刃口锋利性。 |
 |
MT–中等进给-车削加工
● 小刃宽及刃倾角设计,加强侧边刃口强度同时保证锋利性,满足轴向车削加工; ● 带刃宽大前角设计,确保刃口强度同时减小切屑力; ● 渐变式反屑臂可有效控制切屑卷曲。 |
 |
FC-低进给-切断加工
● 弧形前刀面及大正前角设计,形成较锋利的切削刃; ● 三维容屑槽设计,保证良好的包屑及排屑效果; ● V型切削刃设计,有利于薄屑卷曲,适合低等进给切削; |
 |
MC-中等进给-切断加工
● 弧形前刀面,调整刃带落差,保证锋利性的同时加固切削刃; ● C型切削刃设计,保证刃口锋利性,适合中等进给切削。 ● 渐变卷屑臂设计,控制紧致卷曲至螺旋状切屑。
|
 |
RC-高进给-切断加工
● 负倒棱刃口设计,提高刀片刃口强度,提高使用寿命,满足高进给及断续加工; ● 渐变包屑臂,保证良好的包屑及卷屑效果; ● 带刃宽大前角设计,确保刃口强度同时减小切屑力。 |
 |
FG-低进给-切槽加工
● 反屑壁结构与切削刃成一定的角度,控制切屑的排出方向; ● 切削刃中部的容屑槽空间大,容屑槽末端两侧设置对称的凸部,减少摩檫; ● 刃带前角设计,提高刀片强度。 |
 |
MG-中等进给-切槽加工 ● 负前角平滑卷屑臂,保证良好的卷屑效果; ● 渐变包屑臂,保证良好的包屑及卷屑效果; ● 小刃宽前角设计,确保刃口锋利性,减小切屑力。 |
 |
MR–中等进给-仿形加工
● 圆弧形刃宽设计,提高刃口强度的同时增强了切削的流畅度; ● 较扁平的多股渐变式断屑臂设计,保证良好的断屑效果; |
 |
OR–特定进给-仿形加工
● 无刃宽设计,确保良好的工件表面质量; ● 水滴型散热槽设计,增加切削液接触面积; |
牌号介绍
多个涂层牌号,覆盖钢、不锈钢、铸铁和高温合金等材料的加工需求
PVD:GST7135 GAT7125 GST7115
CVD:GM1230 GK1115
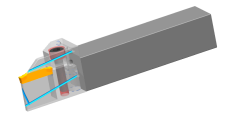
刀体特点

|
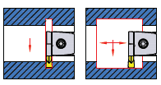
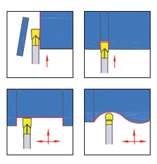
● 稳定性:
在V型定位的基础上,结合两端斜段及平台设计,能够有效的减小刀片轴向加工,产生横向位移及扭转。另外通过夹持力分布,使刀片受力面积更大,更均匀,减小刀片破裂的风险,以提高加工稳定性。 |
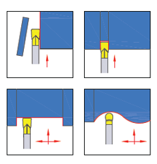
刀片:
| 槽型 | 径向进给 | 轴向进给 |
| FT |  |
 |
| MT |  |
 |
| FC | 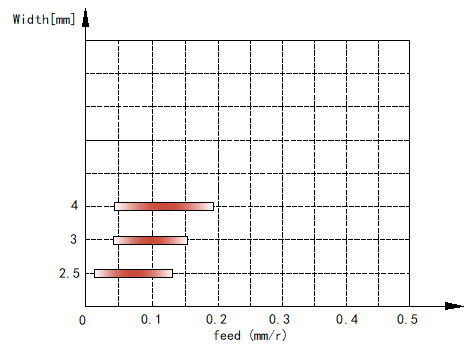 |
|
| MC | 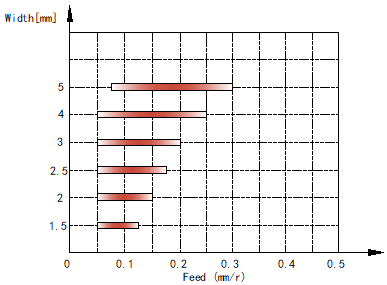 |
|
| RC | 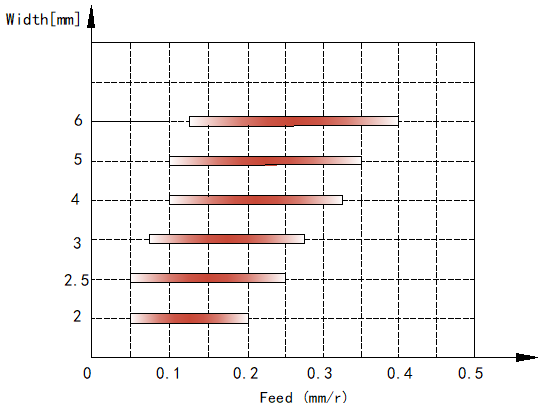 |
|
| FG |  |
 |
| MG |  |
 |
| MR |  |
 |
| OR |  |
 |
刀体:
刀杆种类及规格齐全,覆盖范围广,可满足外圆、内孔、端面加工。可提供走心机使用的外圆刀杆,并搭配全新高压内冷外圆车削刀杆,给客户提供更好的刀具使用体验。
| 序号 | 刀杆系列 | 加工类型 | 图示 | 备注 |
| 1 | GTE | 外圆加工 | 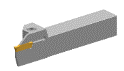 |
 |
| 2 | GTI | 内孔加工 | 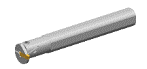 |
 |
| 3 | GTF | 端面加工 |  |
  |
| 4 | GTFP | 端面加工 |  |
  |
| 5 | GTE*-S | 外圆加工
(走心机用) |
 |
 |
| 6 | GTE*-C | 外圆刀杆
(精准冷却) |
 |
 |
FT刀片加工案例(后外法兰)
| 刀具型号 | GTD400F040-FT | 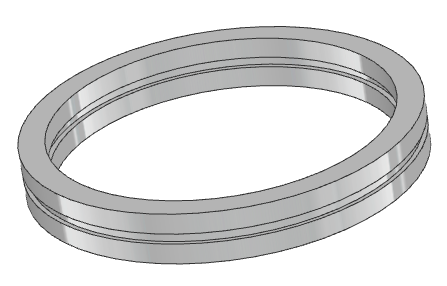 |
| 刀具牌号 | GST7115 | |
| 加工材料 | INCONEL718(HB277) | |
| 切削速度 | 25m/min | |
| 进给量 | 0.06mm/r | 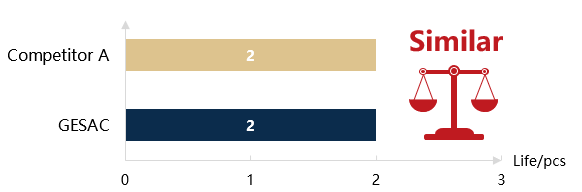 |
| 切深 | 4mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 外圆切槽 |
MT刀片加工案例(配重块)
| 刀具型号 | GTD400F040-MT |  |
| 刀具牌号 | GST7135 | |
| 加工材料 | GCr15(HRC18-20) | |
| 切削速度 | 94m/min | |
| 进给量 | 0.05mm/r | 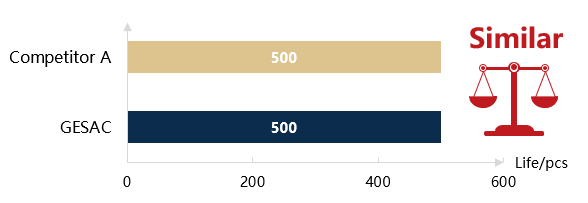 |
| 切深 | 3.1mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 端面槽加工 |
FC刀片加工案例(凸台)
| 刀具型号 | GTD200C020-FC |  |
| 刀具牌号 | GST7135 | |
| 加工材料 | 12Cr21NiSTi | |
| 切削速度 | 150m/min | |
| 进给量 | 0.02mm/r | 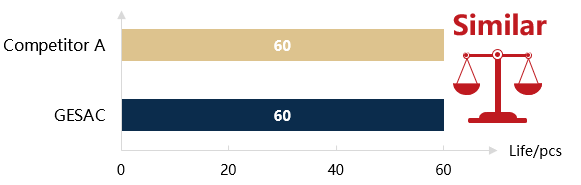 |
| 切深 | 2mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 切断加工 |
MC刀片加工案例(连接件)
| 刀具型号 | GTD200C020R06-MC |  |
| 刀具牌号 | GST7135 | |
| 加工材料 | 钢材12L14 | |
| 切削速度 | 150m/min | |
| 进给量 | 0.12mm/r | 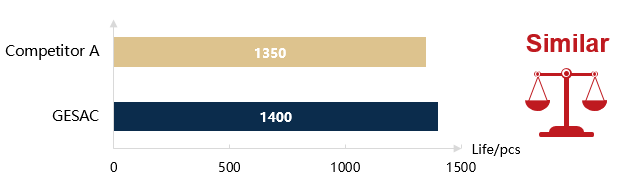 |
| 切深 | 8mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 切断加工 |
RC刀片加工案例(法兰)
| 刀具型号 | GTD300E030-RC |  |
| 刀具牌号 | GST7135 | |
| 加工材料 | 40Cr | |
| 切削速度 | 24m/min | |
| 进给量 | 0.12mm/r | 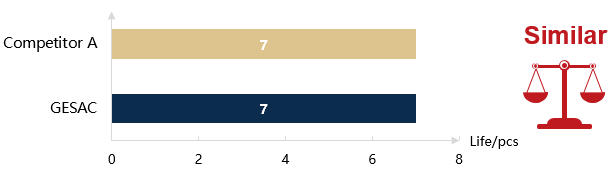 |
| 切深 | 12mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 切断加工 |
FG刀片加工案例(级间导向器外隔热屏)
| 刀具型号 | GTD300E040-FG |  |
| 刀具牌号 | GST7135 | |
| 加工材料 | GH4169(HB≥346) | |
| 切削速度 | 39m/min | |
| 进给量 | 0.075mm/r | 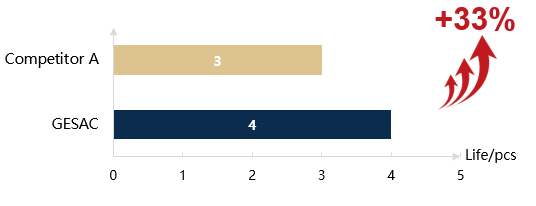 |
| 切深 | 10mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 外圆槽加工 |
MG刀片加工案例(阀杆)
| 刀具型号 | GTD300E030-MG | 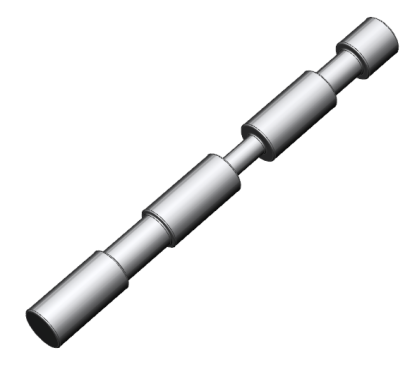 |
| 刀具牌号 | GST7135 | |
| 加工材料 | SCM425H | |
| 切削速度 | 88m/min | |
| 进给量 | 0.15mm/r | 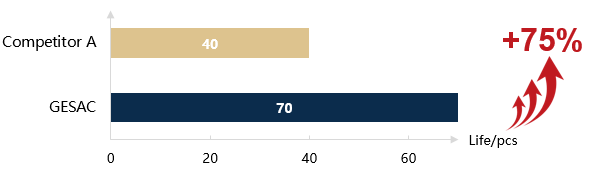 |
| 切深 | 5.7mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 切槽及车削加工 |
OR刀片加工案例(低压涡轮盘组件)
| 刀具型号 | GTD400F200-OR |  |
| 刀具牌号 | GST7115 | |
| 加工材料 | GH4097(HRC38-45) | |
| 切削速度 | 32m/min | |
| 进给量 | 0.1mm/r |  |
| 切深 | 0.2mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 端面切槽加工 |
MR刀片加工案例(皮带轮)
| 刀具型号 | GTD400F200-MR |  |
| 刀具牌号 | GK1115 | |
| 加工材料 | 10号钢(HB60-80) | |
| 切削速度 | 305m/min | |
| 进给量 | 0.14mm/r | 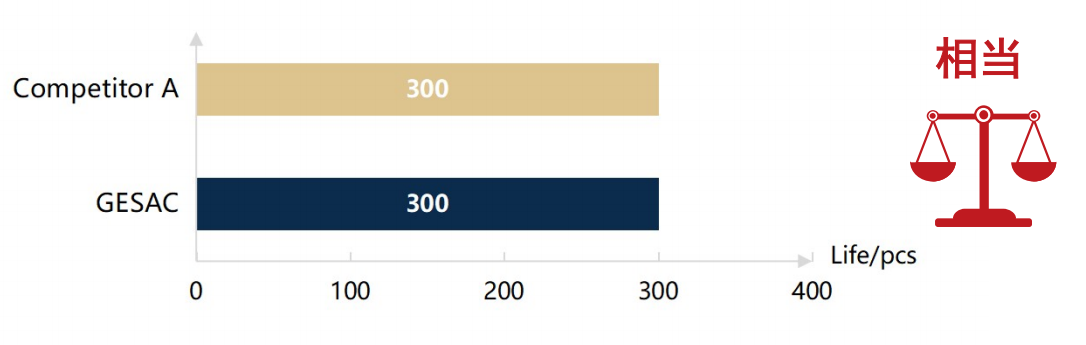 |
| 切深 | 17mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 端面切槽加工 |