






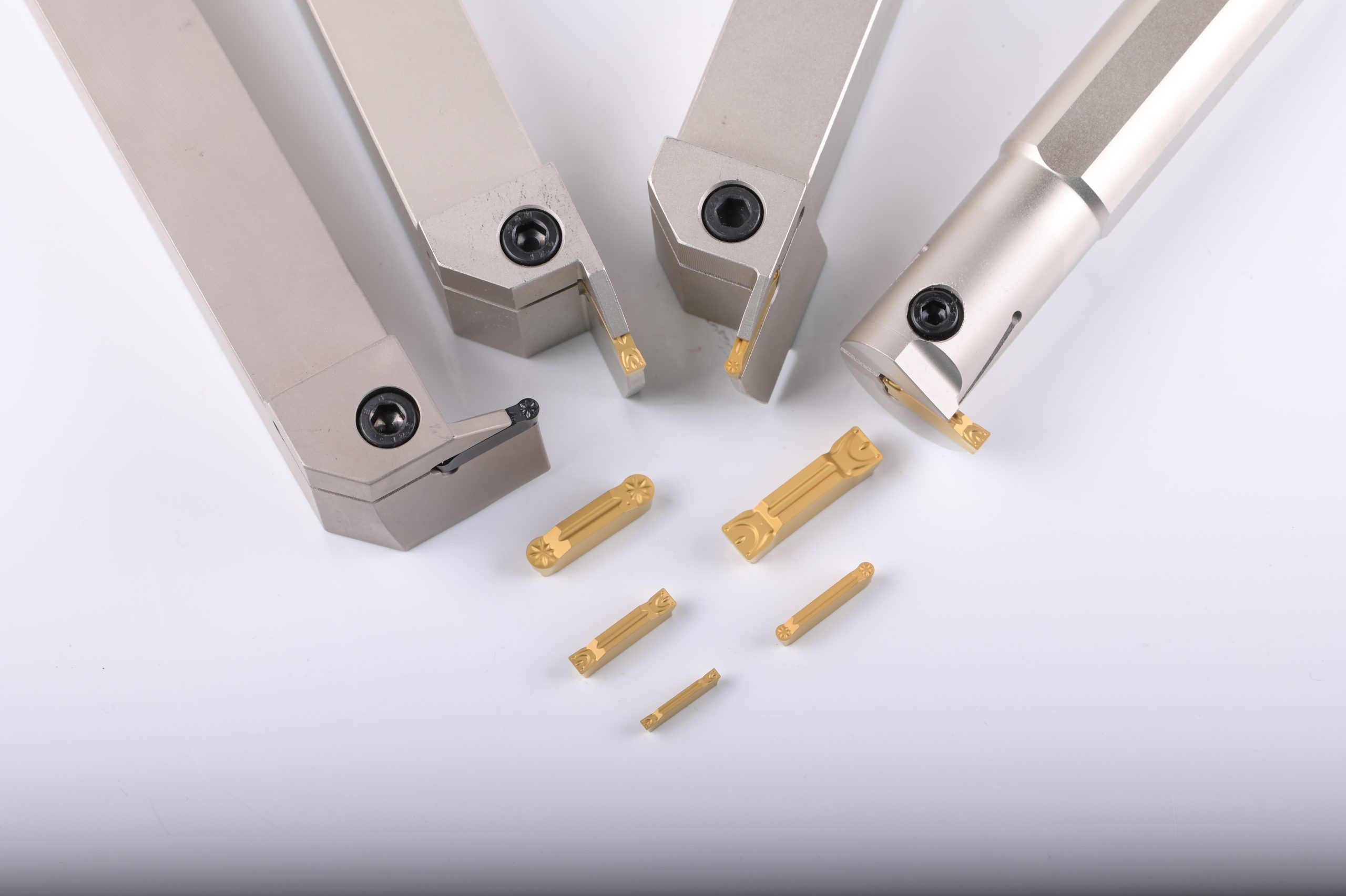
GK系列切断切槽刀具
GK系列刀具涵盖MT和MR槽型,配套刀杆齐全,可实现切槽、车削和仿形加工;并搭配多种牌号,可满足钢、不锈钢和铸铁等材料的加工需求。
 |
 |
 |
 |
- 特点
- 应用
- 应用案例
刀片特点
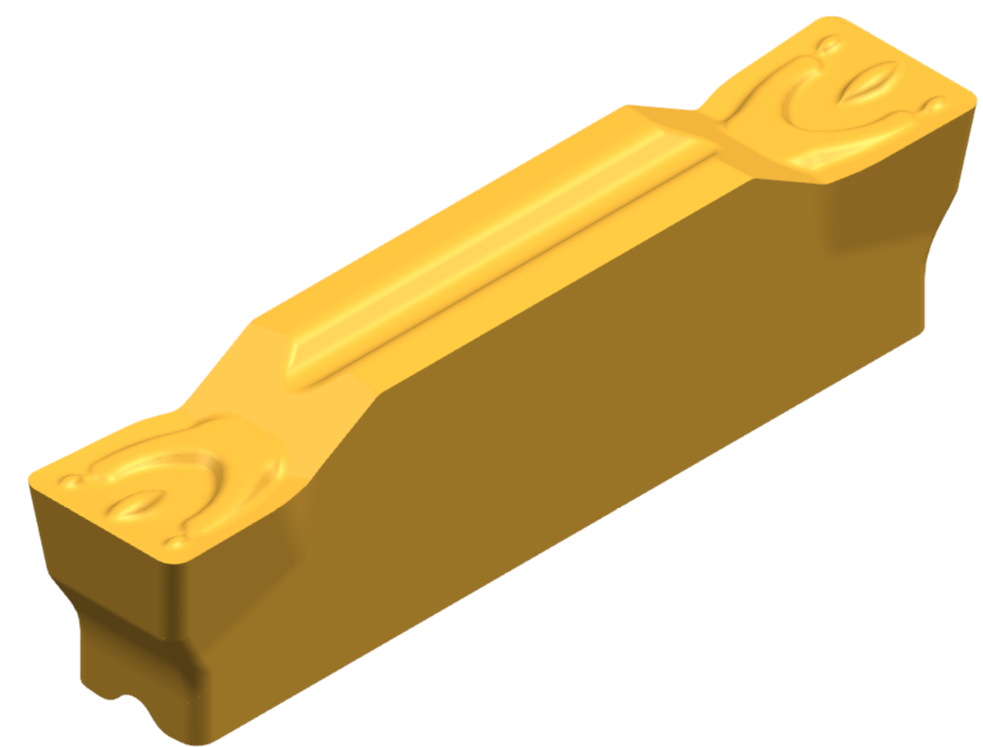 |
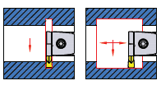
MT-中等进给-车削加工
● 橄榄形断屑槽,提供良好的断屑效果; ● 渐变式断屑臂,满足不同切深的断屑需求; ● 特殊的刀尖设计,兼顾切削顺畅与刀尖强度; ● 导轨式定位槽,保证加工稳定性。 |
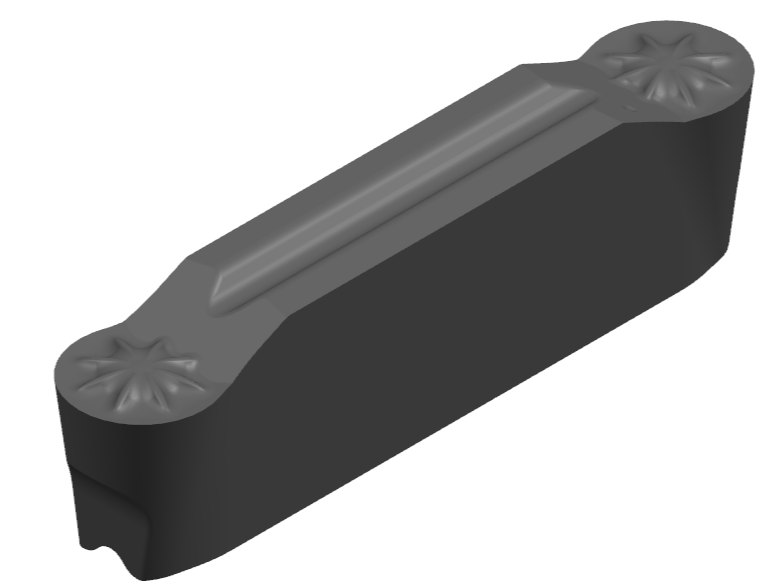 |
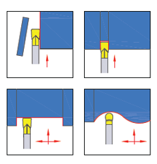
MR-中等进给-仿形加工
● 雪花形断屑槽,提供良好的断屑效果; ● 渐变式断屑臂,满足不同切深的断屑需求; ● 导轨式定位槽,保证加工稳定性。 |
牌号介紹
多个涂层牌号,覆盖钢、不锈钢、铸铁等材料的加工需求
PVD:GA4330 GA4230
CVD:GP1105 GP1225 GK1115
刀体特点
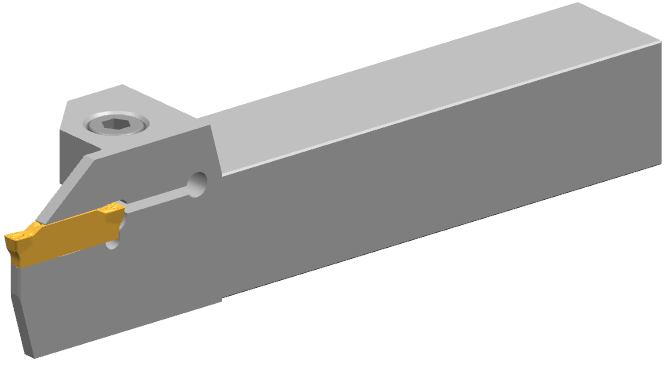 |
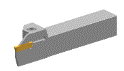
GK-切槽车削及仿形加工刀体
● 配套齐全,涵盖外圆、内孔及端面刀杆; ● 内孔最小加工直径20mm; ● 涵盖两种端面刀杆,适用于端面切槽及车削加工; |
刀片:
| 槽型 | 径向进给 | 轴向进给 |
| MT |  |
 |
| MR |  |
 |
刀体:
刀杆种类及规格齐全,包括外圆、内孔及端面刀杆,适用于外圆、内孔及端面加工。
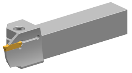
| 序号 | 刀杆系列 | 加工类型 | 图示 | 备注 |
| 1 | GKE |
外圆加工 |
 |
 |
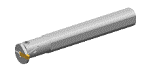
| 2 | GKI |
内孔加工 |
 |
 |
| 3 | GKF |
端面加工 |
 |
  |
| 4 | GKFP | 端面加工 | 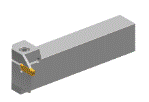 |
  |
GK-MT刀片加工案例(中间轴)
| 刀具型号 | GKD3004-MT | 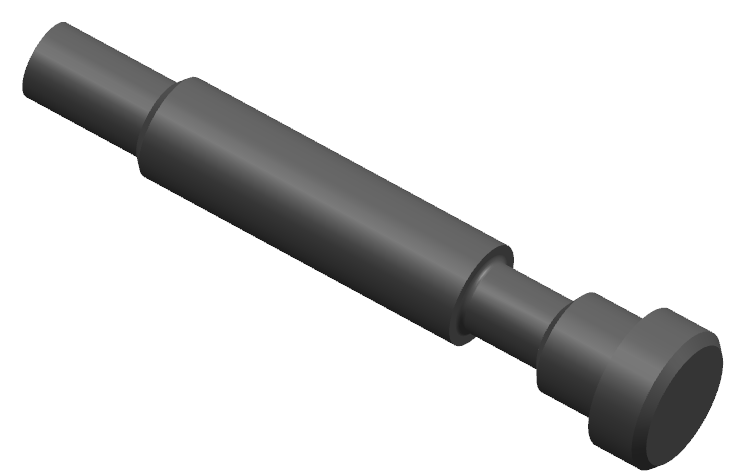 |
| 刀具牌号 | GP1225 | |
| 加工材料 | 40Cr | |
| 切削速度 | 94m/min | |
| 进给量 | 0.2mm/r |  |
| 切深 | 0.85mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 外圆切槽加工 |
GK-MR刀片加工案例(从动齿轮)
| 刀具型号 | GKD4020-MR | 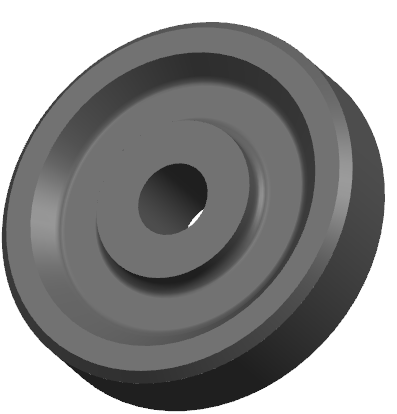 |
| 刀具牌号 | GP1225 | |
| 加工材料 | 20MnCrS5 | |
| 切削速度 | 197m/min | |
| 进给量 | 0.16mm/r |  |
| 切深 | 1.5mm | |
| 冷却方式 | 水基乳化液/外冷 | |
| 加工方式 | 端面仿形加工 |