






左右前门外板
汽车覆盖件由模具冲压而成,常用材料有SKD11、DC53、Cr12MoV等,材料硬度50HRC以上,在仿形铣精加工、半精加工过程中需要用到可转位球头铣削刀具,要求刀具能够满足高精度、高质量、长寿命的加工需求,厦门金鹭就推出QTDV-S高精度可转位球头铣削刀具,可以满足上述加工要求。
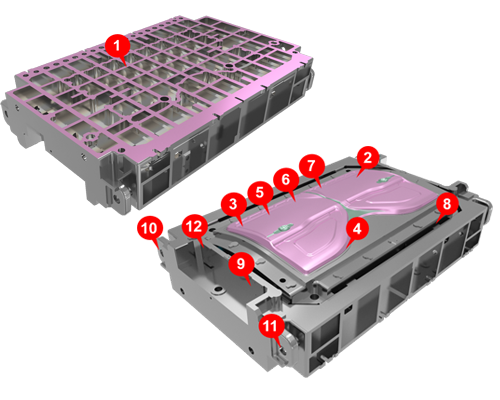
- 1. 高经济型端面铣削
- 2. 铣削粗加工
- 3. 半精加工
- 4. 精加工
- 5. 圆周铣削
- 6. 凸台面及侧边铣削
- 7. 孔加工
- 8. 深孔加工

HNG(K)U+MFC115&145&160
1.双面负型12刃刀片设计,高经济性
2.刀片分段切削刃设计,可搭配三种主偏角刀盘
3.主要用于钢材、铸铁、不锈钢材料的粗至半精面铣加工
 |
 |
 |
 |

RD+MPA100
1.经济且高效,最适合模具行业的仿形粗加工
2.槽型全面,覆盖轻载到重载加工
3.主要用于钢材粗加工至半精加工
|
|
|
|

RP+MPB100
1.经济且高效,最适合模具行业的仿形粗加工
2.槽型全面,覆盖轻载到重载加工
3.主要用于钢材粗加工至半精加工
|
|
|
|

SMR-H+MLA200
1.适用于火前模具及堆焊料粗加工和半精加工
2.刀片圆弧切入,刀尖不易崩损
3.定位面及限位面结合,切削加工更稳定
|
|
|

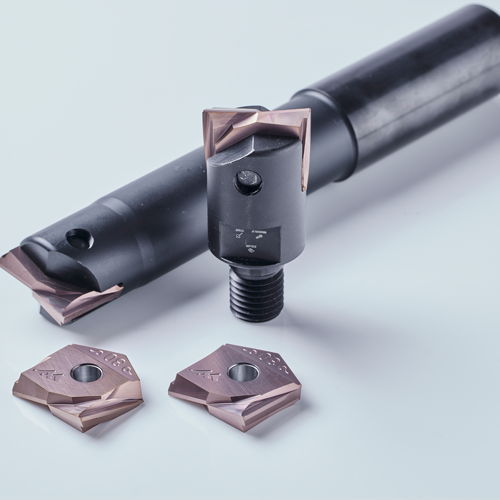
QTD-V-S+MBB100&200
1.螺旋刃型设计,有效降低切削阻力
2.V型定位面及专利导轨结构,使安装更牢固,加工精度高
3.主要用于高硬钢、铸铁材料的精加工
|
|
 |
ZCEG+MRA100&200
1.适用于高硬材料的高效加工
2.两种刀尖设计搭配多规格圆弧过度结构设计满足不同型面的加工
3.防反装结构设计,为用户带去贴心体验
|
|

SH360
适用于45~65HRC高硬度材料的精加工、半精加工;高强度、高韧性的基体材质配合新研发的高硬涂层,有效的延长刀具使用寿命;独特的槽型结构,实现卓越的高硬钢材料加工;推荐使用油冷或油雾冷却
|

SHM200
采用GU类超细晶基体+TiAlSiN高性能纳米涂层;特殊的角度及长避空设计;高精度的刃径精度,高精度的球头轮廓,高精度的刀柄(h5);适用于淬硬钢、预硬钢等材料(硬度≤HRC65)的高精度深腔加工
|
|

ANKX+MEC190
1.负型加厚结构设计,提升刀具强度,可满足重切削加工
2.搭配玉米铣刀体,适合重载加工和高效率加工
3.主要用于钢材、铸铁材料的粗加工至半精加工
|
|
|
|

WNG(M)U+MEE190
1.负型6刃具有较高的经济性
2.可实现面铣、方肩铣、槽铣等多种切削方式
3.主要用于钢材、铸铁材料的粗加工至半精加工
|
|
|
|



D938
适用于普通钢、铸铁及不锈钢的高效钻削加工
|
|
|